reversible belt conveyor

reversible belt conveyor

reversible belt conveyor
reversible belt conveyor

reversible belt conveyor

reversible belt conveyor

reversible belt conveyor

reversible belt conveyor

reversible belt conveyor

reversible belt conveyor

reversible belt conveyor

reversible belt conveyor

reversible belt conveyor

reversible belt conveyor
reversible belt conveyor

reversible belt conveyor

reversible belt conveyor

reversible belt conveyor

reversible belt conveyor

reversible belt conveyor

reversible belt conveyor
Introduction to Reversible Belt Conveyors
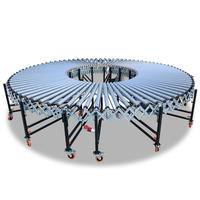
A reversible belt conveyor is an essential piece of equipment in various industries, designed to efficiently transport materials in both directions. With a unique dual-direction functionality, this conveyor system optimizes productivity and enhances operational flexibility. Reversible belt conveyors are particularly advantageous in material handling where the direction of transport may need to change based on evolving productivity demands.
Types of Reversible Belt Conveyors
- Flat Belt Reversible Conveyors: These are the most common type, featuring a flat surface that provides excellent support for a range of materials.
- Modular Belt Reversible Conveyors: Composed of interlocking plastic segments, they offer enhanced flexibility and can adapt to a variety of shapes and materials.
- Inclined Reversible Belt Conveyors: Designed to transport materials between different elevations, these conveyors maintain a consistent angle for ease of transport.
- Heavy-Duty Reversible Belt Conveyors: Built for the most demanding applications, these conveyors are made from robust materials to handle heavy loads and harsh environments.
Applications of Reversible Belt Conveyors
- Mining and Quarrying: Reversible belt conveyors are widely used to move aggregates, minerals, and other heavy materials efficiently.
- Manufacturing: These conveyors are essential for transporting components within production lines, making it easy to reroute materials as needed.
- Food Processing: In this sector, reversible conveyors are utilized for moving delicate items such as fruits, vegetables, and packaged goods without contamination.
- Warehouse and Distribution: Reversible belt conveyors facilitate the quick movement of goods within warehouses and distribution centers, adapting easily to changing storage layouts.
Features and Advantages of Reversible Belt Conveyors
- Flexibility: The ability to move materials in both forward and reverse directions allows operational adaptability, crucial for dynamic production environments.
- Space-Saving Design: Reversible belt conveyors can be configured in tight spaces, enhancing layout efficiency without compromising material flow.
- Diverse Load Capacity: Available in various sizes and load capacities, these conveyors can transport everything from lightweight packages to heavy bulk materials.
- Durability: Constructed with high-quality materials, reversible belt conveyors are designed to withstand rigorous industrial applications and extended use.
- Easy Maintenance: Featuring intuitive designs, these conveyors allow for quick and easy access to components for maintenance, reducing downtime.